





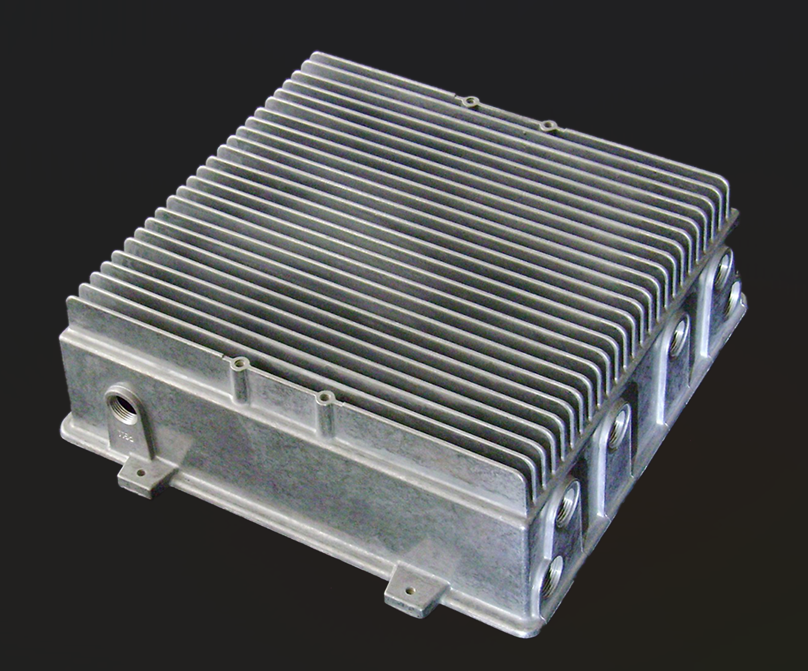
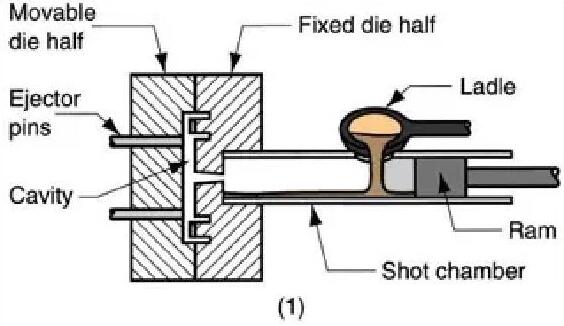
KINGRUNのダイキャスト製ヒートシンクは、溶融金属のプールを金型に供給するコールドチャンバー式ダイカスト製法を採用しています。空気圧または油圧式のピストンが溶融金属を金型に押し込みます。KINGRUN製ダイキャスト製ヒートシンク主にアルミニウム合金A356、A380、ADC14を使用して製造されています。
ダイカスト製ヒートシンクの製造工程では、ダイカスト工程において2つの金型が必要となります。一方の金型は「カバー金型」、もう一方は「エジェクタ金型」と呼ばれます。2つの金型が接する部分にはパーティングラインが形成されます。金型は、金型を開くと鋳造品がカバー金型から滑り落ち、エジェクタ金型内に残るように設計されています。エジェクタ金型には、鋳造品をエジェクタ金型から押し出すためのエジェクタピンが備えられています。鋳造品の損傷を防ぐため、エジェクタピンプレートは、すべてのピンを同時に、かつ同じ力でエジェクタ金型から正確に押し出します。また、エジェクタピンプレートは、鋳造品を押し出した後、次のショットに備えてピンを後退させます。
ヒートシンクの応用分野
高圧ダイカスト製ヒートシンクは、重量に敏感で、優れた外観表面品質や、他のヒートシンク製造方法では実現できない複雑な形状を必要とする大量生産用途において、費用対効果の高い選択肢です。ダイカスト製ヒートシンクはニアネットシェイプで製造され、追加の組み立てや機械加工はほとんど、あるいは全く必要なく、複雑さも様々です。ダイカスト製ヒートシンクは、自動車そして5G通信独自の形状や重量要件、そして大量生産のニーズにより、市場において優位性を発揮する。
ダイキャスト製ヒートシンクの鋳造工程
以下は、KINGRUNのダイカスト工程における一般的な手順です。
・金型を作成する
・金型に潤滑油を塗布する
・金型に溶融金属を流し込む
・カバーダイハーフからの排出
・エジェクターダイハーフからのシェイクアウト
・余分な材料をトリミングしてから研磨する
・ダイキャスト製ヒートシンクに粉体塗装、塗装、または陽極酸化処理を施す
投稿日時:2023年6月15日




